

Ce quatrième et dernier atelier statique du Continental TechnikForum 2015 est pour ma part le plus intéressant car le plus technique. Il s’agit des technologies des moules des pneus, qui sont loin d’êtres de simples moules à gâteau. La complexité est très présente et je vais ainsi vous faire découvrir en exclusivité cet univers passionnant.

Lors de ce Continental TechnikForum 2015, j’ai réellement découvert l’une des faces cachées du pneu via la conception des moules permettant aux pneus de prendre forme dans l’étape finale de leur fabrication : la cuisson (vulcanisation).
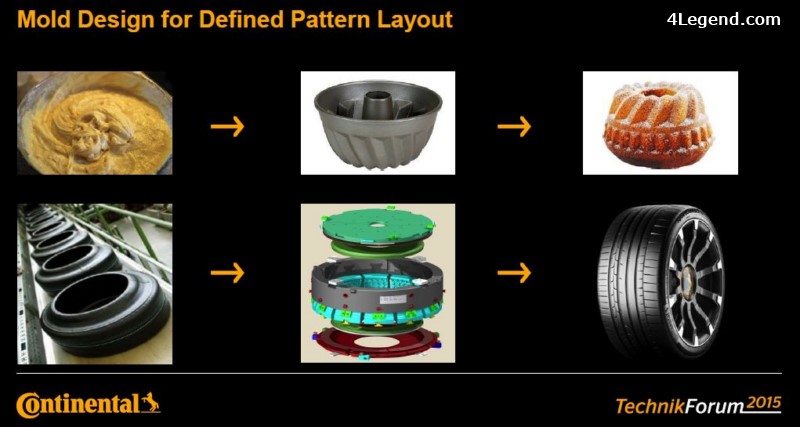
Un moule à pneu est « similaire » à un moule à gâteau. Il a pour but de recevoir la préparation pour la cuire et obtenir le produit fini. La comparaison s’arrête là car les deux univers sont très différents et celui du pneumatique très complexe.
Fabrication d’un pneu (Informations fournies par Michelin)
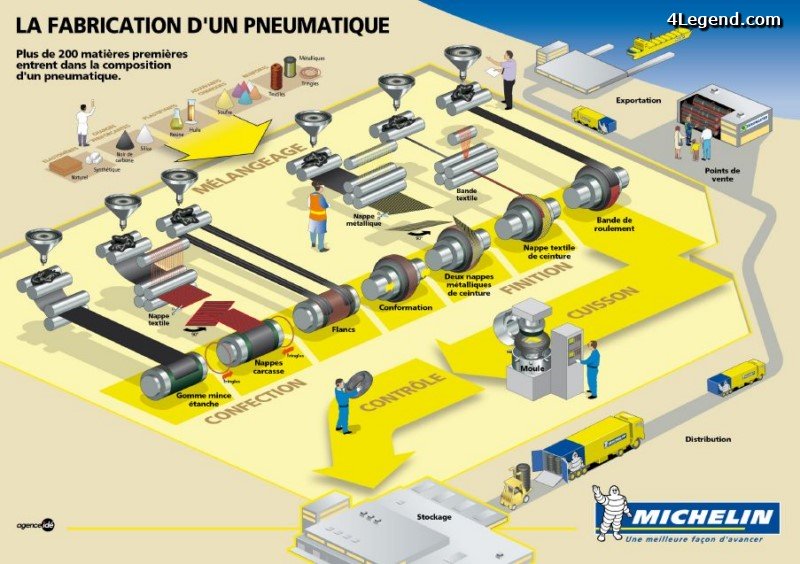
Le processus de fabrication d’un pneumatique est complexe, long et très minutieux. Il se décompose en plusieurs étapes :
• La fabrication ou la préparation des composants de base (jusqu’à 200 ingrédients sont utilisés dans la fabrication du pneu)
• La réalisation des semi-finis (mélange, calandrage)
• La préparation des semi-finis pour l’assemblage (profilage, coupe, …)
• L’assemblage via une une machine d’assemblage de pneus (éléments textiles, bandages d’acier, talons, nappe, bande et autres composants)
– Confection (réalisation de la carcasse)
– Finition
On obtient le pneu cru prêt à être cuit.
• La cuisson par vulcanisation dans des moules chauds (donne au pneu sa forme finale, y compris ses sculptures de bande et les marquages du fabricant sur le flanc)
• Le contrôle du pneu (inspection visuelle, passage aux rayons X, tests par des machines, découpes de certains pneu…)

Afin de former une matière homogène, les produits entrant dans la composition de la gomme sont malaxés à forte température dans un grand mélangeur de plusieurs centaines de litres. A ce stade, le noir de carbone est incorporé au sein de ce mélange très visqueux. Le résultat ainsi obtenu se présente sous forme de plaques.
Des nappes de câble, découpées en lés, sont posées dessus. Les différents composants vont alors être empilés à plat sur un tambour cylindrique. Après chaque pose, les gommes sont rapprochées pour former un tout parfaitement homogène.
Le premier produit à être mis en place est la gomme intérieure : étanche, elle fait office de chambre à air (pneus tubeless).
La nappe carcasse est ensuite disposée de manière transversale, puis les tringles sont positionnées de chaque côté de la nappe. L’assemblage se termine par la pose de différentes gommes de bourrage et de protection des flancs.
L’opération de conformation donne au pneu une apparence proche du résultat final.
Lors de la cuisson, le pneumatique est placé dans un moule chauffé à l’eau et à la vapeur à environ 140°C. Le pneu se retrouve plaqué contre les parois du moule grâce à la pression d’une membrane interne. Cette action imprime sur sa surface ses sculptures et ses marques externes.
La combinaison des mélanges de gomme et des renforts textiles passe de l’état plastique à l’état élastique : c’est la « vulcanisation » qui confère au pneu ses propriétés d’élasticité, de résistance au roulement, d’adhérence et de longévité.
Cette vulcanisation assure la parfaite cohésion de l’ensemble. Après la vulcanisation, la matière devient ferme, résistante à l’abrasion et retrouve systématiquement sa forme initiale.
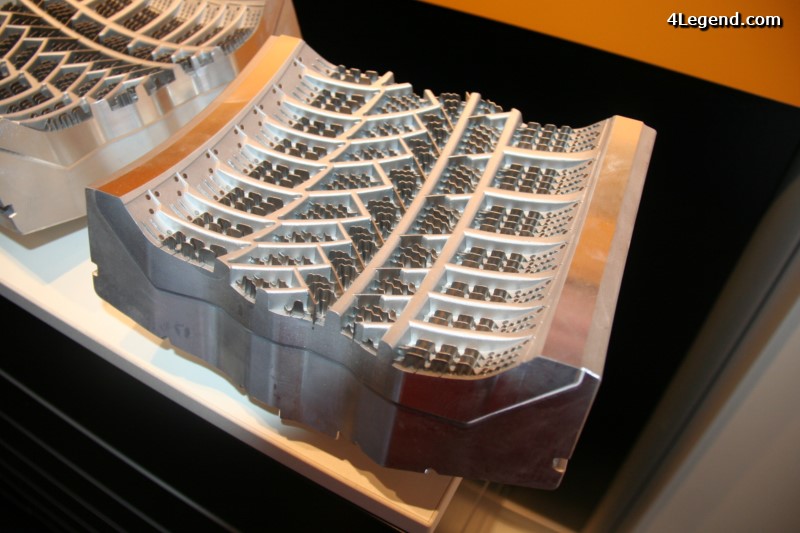
Composition d’un moule
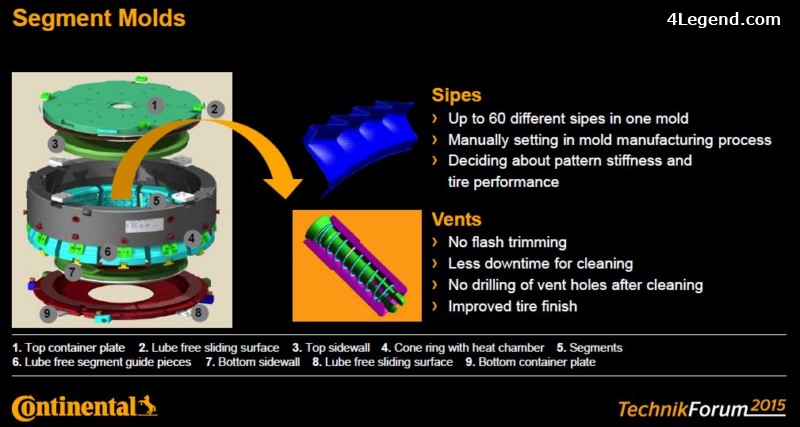
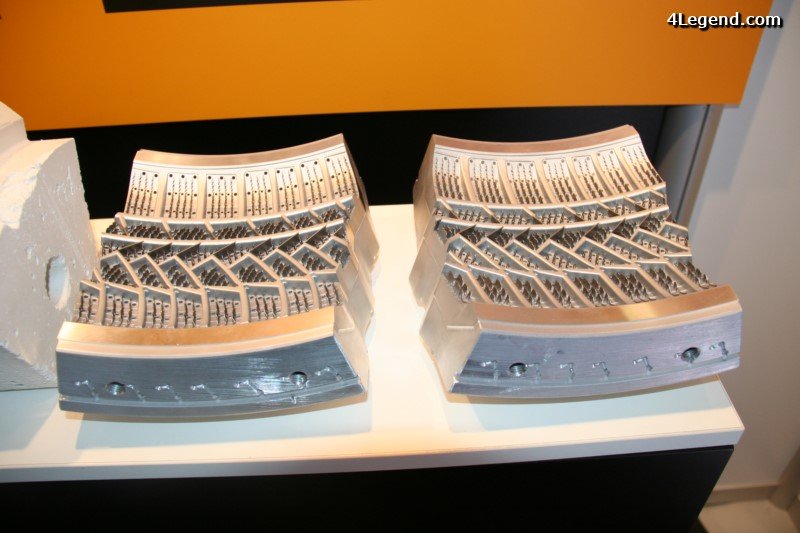
Un moule de pneumatique hiver ou été n’est pas comme on peut le penser d’un seule pièce. Il est en aluminium spécialement traité, extrudé et découpé en plusieurs segments similaires qui s’emboitent tous les uns dans les autres pour former un moule global (dénommée coquille). Ces différentes pièces permettent de démouler facilement le pneu et sont mobiles avant et après la vulcanisation du pneu.
Le moule se fixe sur un support percé en son milieu pour le passage de la membrane. Dessus se fixe un autre support qui sera en contact direct avec le pneu. C’est le fond du moule qui possède les marquages de l’un des 2 flancs.

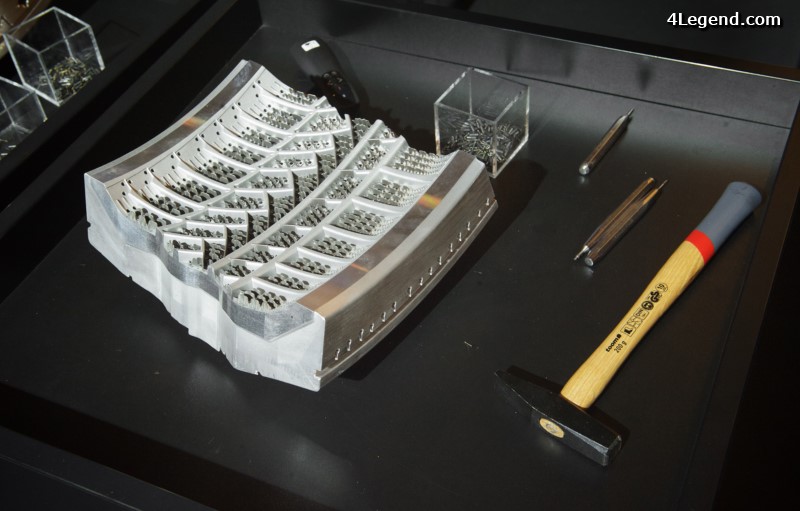
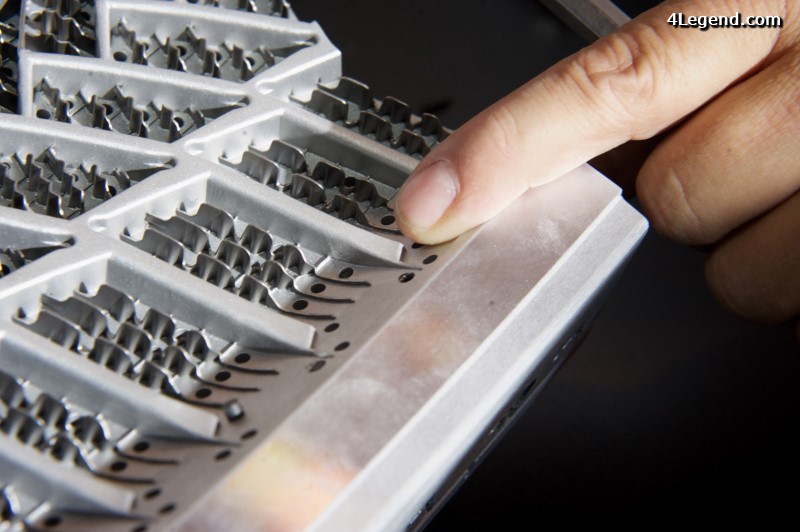
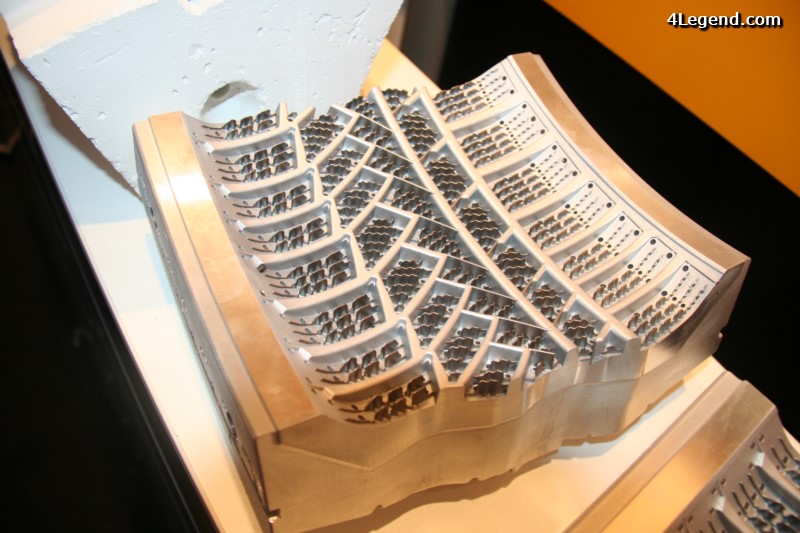
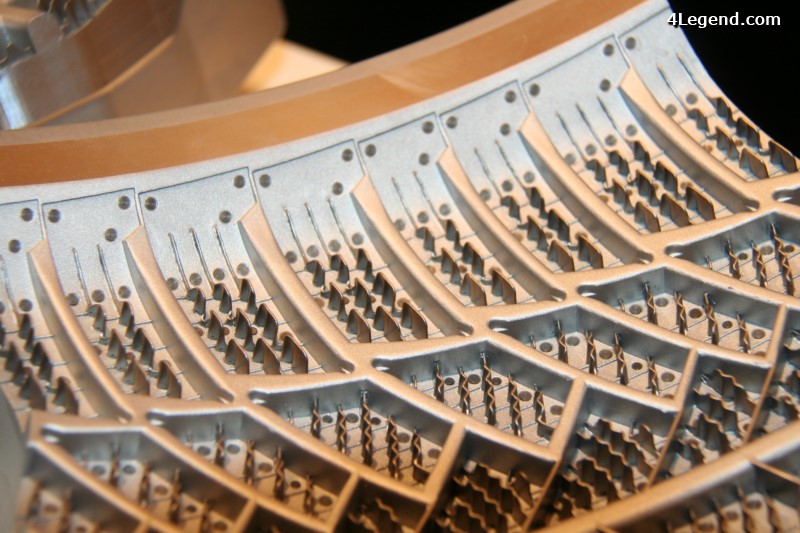
Dessus viennent se positionner les différentes parties du moules (segments) qui sont spécialement traitées pour que le pneu n’accroche pas au moule. Ainsi, de manière générale, on y retrouve des éléments récurrents comme les sculptures (et notamment les lamelles (sipes) pour faire les saignées des pneus hiver) et les évents (trous remplis d’une tige et d’un ressort dans un petit cylindre) permettant à l’air de s’échapper pendant la cuisson.

Une fois le pneu positionné dans la cavité faites par ces pièces, un grand cerclage d’un seul bloc se positionne par le dessus et serre tous ces éléments pour faire la cuisson. La partie haute du moule (l’autre partie des marquages du flanc opposé) vient se superposer dedans puis elle est suivie par le couvercle de l’ensemble du moule.
Comme je vous le disais précédemment, ce n’est pas juste un moule d’une pièce mais bien un système complet et complexe.

Le moule de pneumatique permet de donner l’élasticité après vulcanisation et l’aspect définitif du pneu avec ses dessins, ses inscriptions, …
Au centre du moule, une membrane se gonfle durant la cuisson à une pression de 16 bars permettant le galbage du pneu.
A la sortie du moule – s’il ne possède pas d’évents, les pneus sont ébavurés car leur surface présente un grand nombre de petites pointes de gomme dues aux aérations du moules.
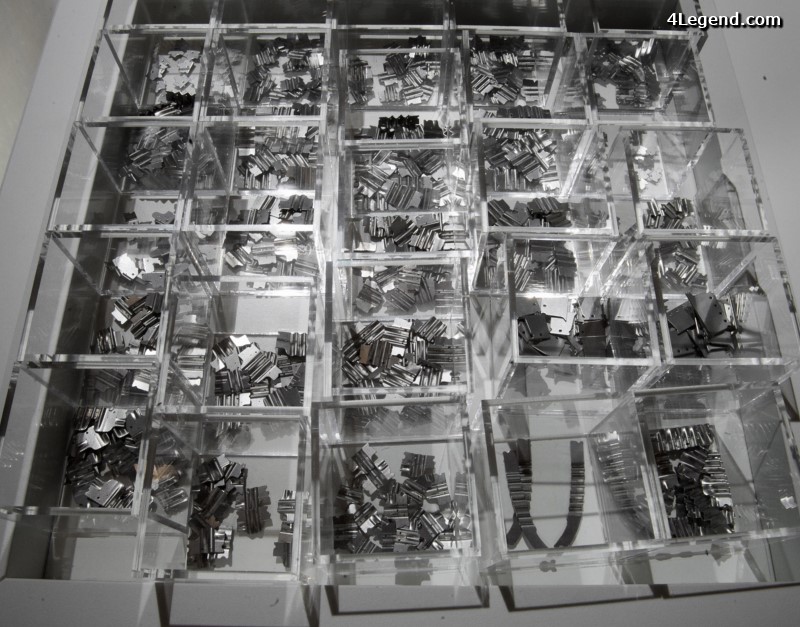
Lamelles (Sipes)
• Jusqu’à 60 lamelles différentes dans un moule
• Placées manuellement lors de la fabrication du moule
• Décident de la rigidité du modèle et des performances des pneus

Events (Vents)
• Pas d’ébavurage après la cuisson
• Moins d’arrêts pour le nettoyage
• Pas de forage de trous d’aération après le nettoyage
• Amélioration de la finition des pneus

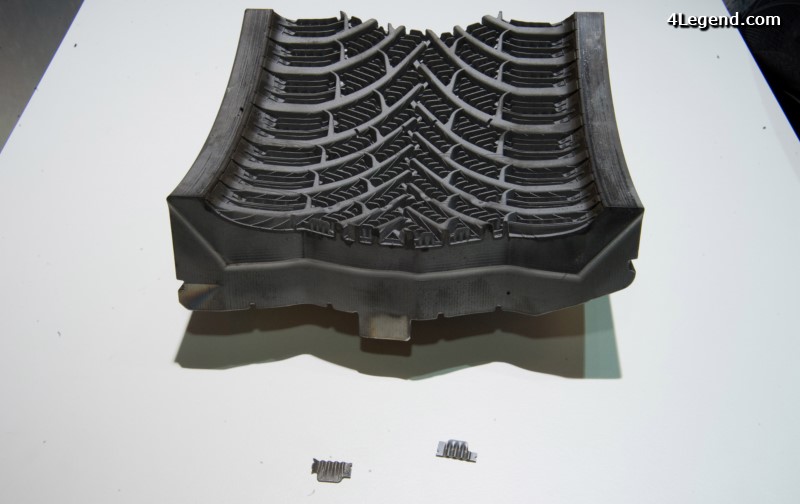
Pour l’anecdote, les nombreux petits ronds que l’on voit sur la bande roulement d’un pneu : c’est la trace de la présence des évents dans le moule.
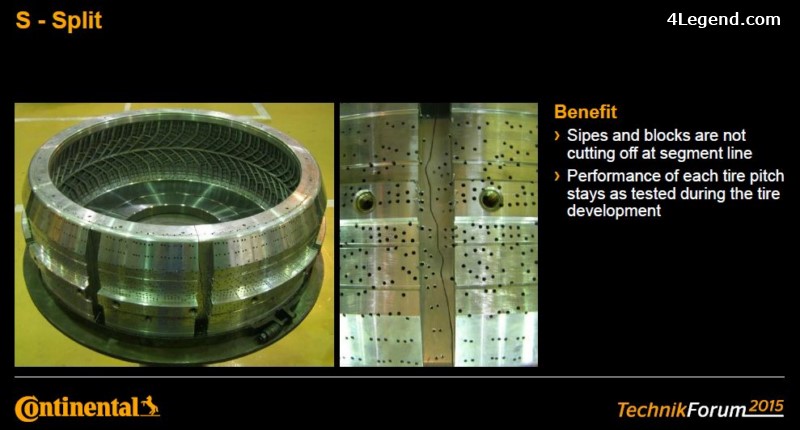
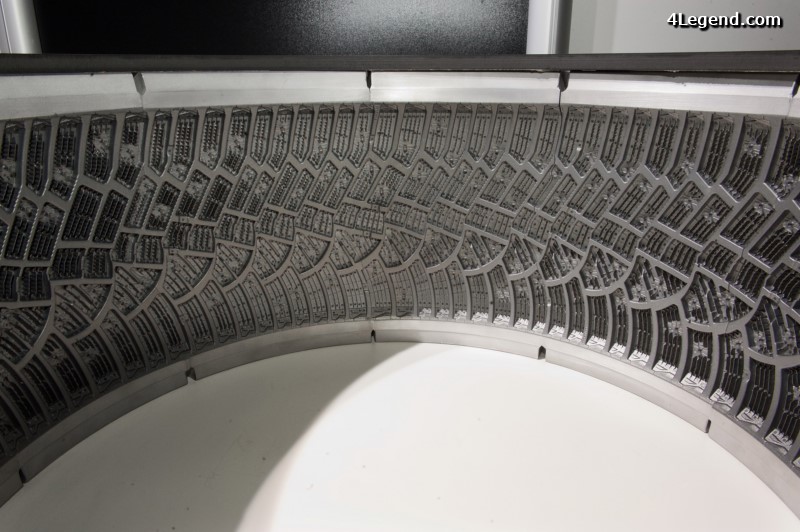
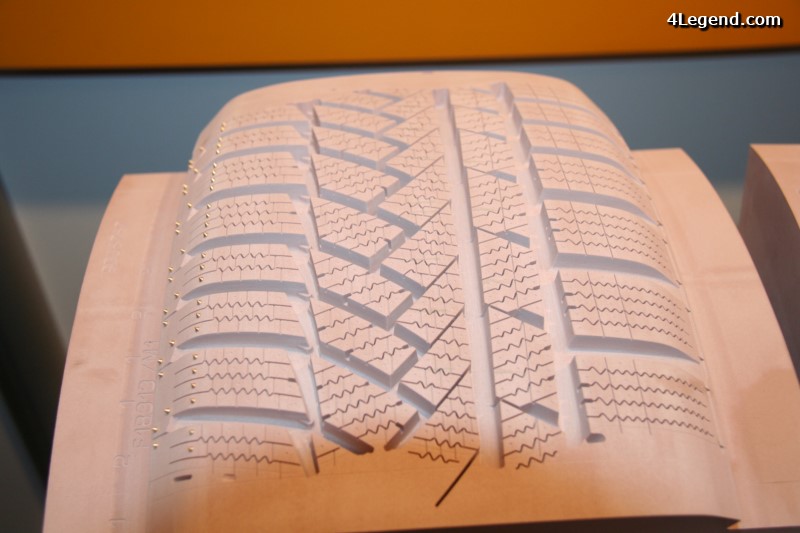
S – Split
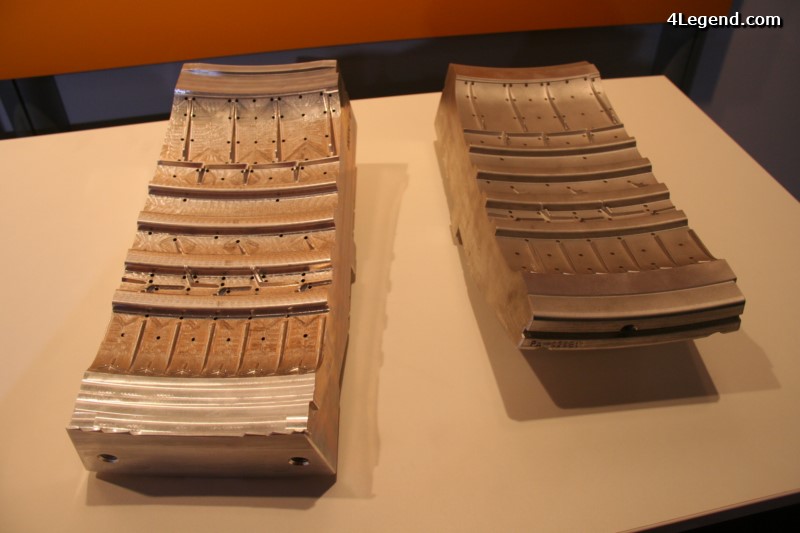
Chaque moule est composé de plusieurs parties (segments) de taille similaire qui s’assemblent parfaitement pour la cuisson du pneu. Mais ces parties ne sont pas découpées au hasard. En effet, chaque moule est très complexe, notamment pour les pneus hiver.
Ainsi, pour garder la meilleure qualité possible du pneu, le moule est découpé en différentes formes suivant les dessins de la bande de roulement. Les découpes sont ainsi biscornues mais précises, permettant de ne pas fragiliser un ou plusieurs blocs.
Cette technologie a plusieurs avantages :
• Les saignées et les blocs ne sont pas interrompus sur la jointure du moule
• La performance de chaque pneu fabriqué est identique à celle du pneu testé lors de son développement.
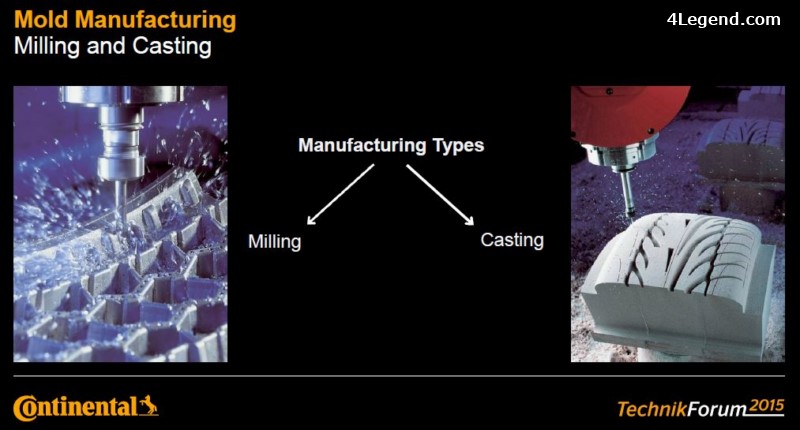
Technologies des moules
Il existe deux types de fabrication de moules de pneumatique : le procédé par fraisage (milling) et le procédé par coulée (casting) que je vais vous présenter.
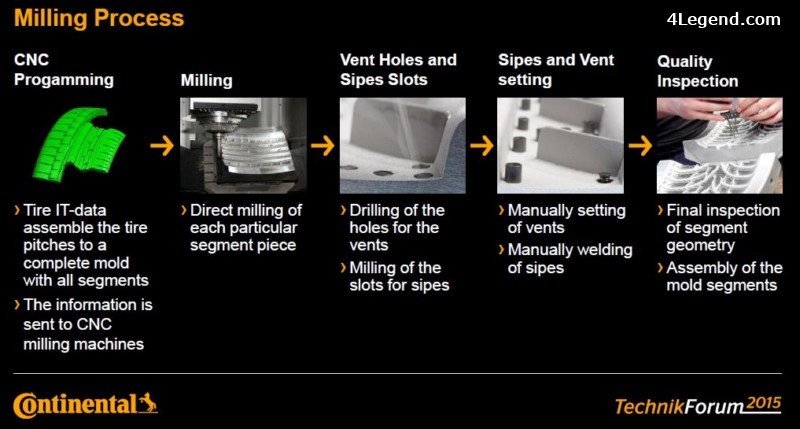
La fabrication d’un moule par fraisage (milling)
Ce type de moule est le plus répandu, le plus rapide à faire et le moins cher à produire.

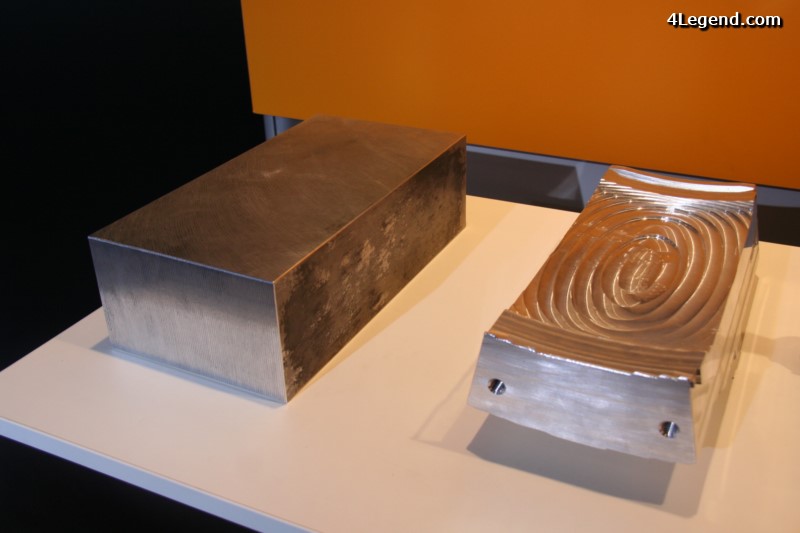
La technique est « simple » : on part d’un bloc d’alliage léger pour arriver à un moule avec tous les détails.
Cinq étapes sont nécessaires :
• La programmation CNC : le pneu est entièrement numérisé en 3D via un outil de CAO avec tous les détails du moule. Ensuite ces données sont envoyées à une machine-outil à commande numérique qui va lire les séquences d’instructions permettant de piloter le fraisage des pièces à usiner.
• Fraisage des différents segments du moule : durant ce processus, différents types de mèches vont être utilisées, d’une très grosse mèche solide à une toute petite pour les finitions. La pièce va prendre forme au fur et à mesure et les finitions vont apparaître en fin d’étape.

• Perçage des différents trous pour les évents puis fraisage des fentes pour les lamelles
• Installation manuelle des lamelles et des évents

• Inspection qualité : inspection finale de la géométrie des segments et assemblage des segments du moule
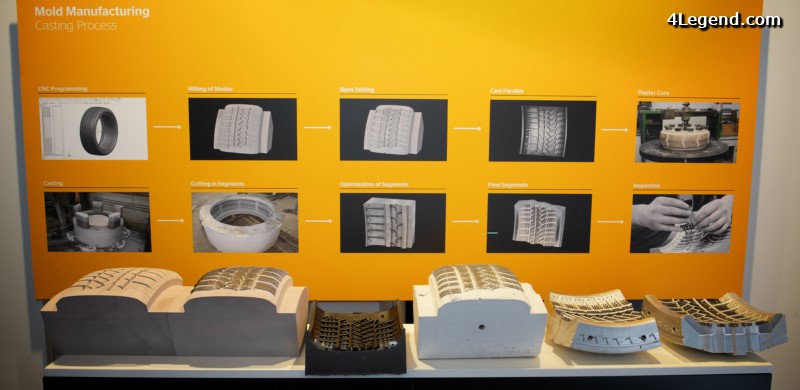
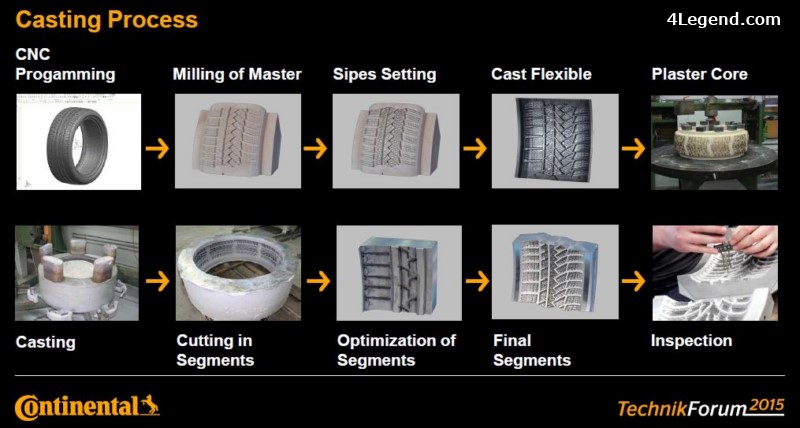
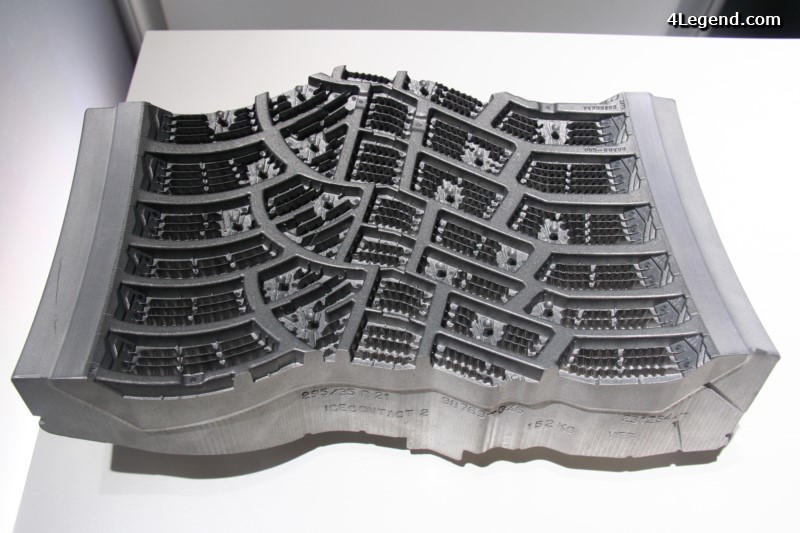
La fabrication d’un moule par coulée (casting)
Ce deuxième type de moule est le plus complexe à faire car sa fabrication requiert deux fois plus d’étapes que pour le premier moule. Sa fabrication est ainsi plus onéreuse et s’adresse principalement aux manufacturiers de rang 1 comme Continental.
C’est un savoir-faire long à assimiler. La technique consiste à faire plusieurs moules du pneu et d’ajouter au fur et à mesure les éléments à intégrer pour obtenir le moule définitif.
Dix étapes sont nécessaires afin d’obtenir le moule par coulée:
• La programmation CNC : le pneu est entièrement numérisé en 3D via un outil de CAO avec tous les détails des segments du moule. Ensuite ces données sont envoyées à une machine-outil à commande numérique qui va lire les séquences d’instructions permettant de piloter le fraisage des pièces à usiner.
• Fraisage du Master : fraisage du modèle et des fentes pour les lamelles techniques, vérification qualitative de l’espacement géométrique
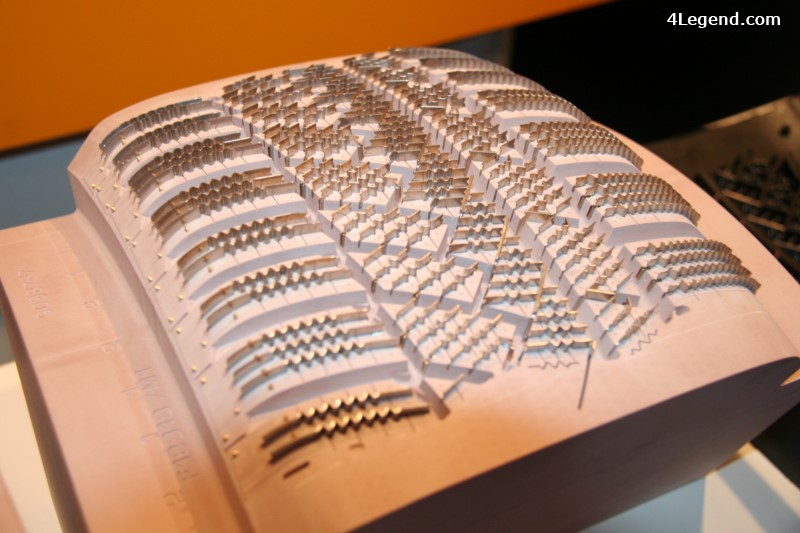
• Installation des lamelles: installation manuelle des lamelles techniques, vérification qualitative de l’installation des lamelles, Ré-utilisation aussi souvent que nécessaire: modèle maître (Master)
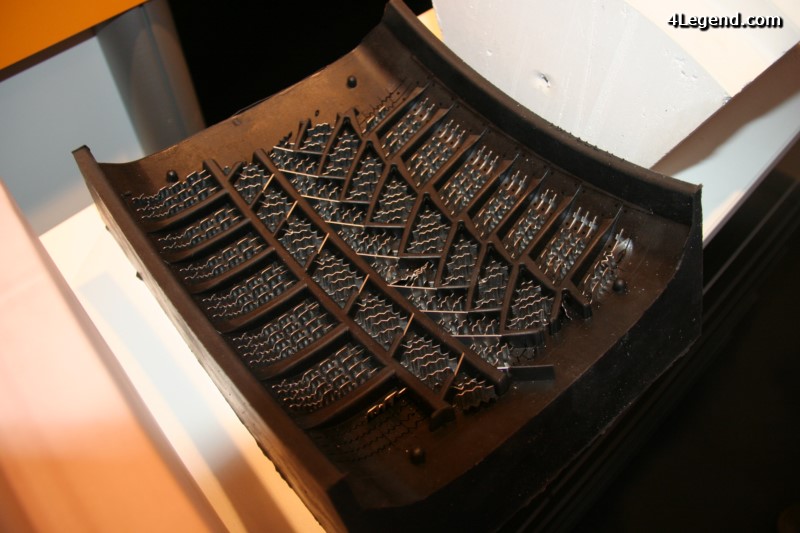
• Empreinte flexible: pièce flexible faite en caoutchouc, installation des lamelles de production dans l’empreinte, renouvellement de l’empreinte après plusieurs utilisations
• Noyau en plâtre : Plâtrage des segments du noyau en plâtre, les lamelles de production restent dans le noyau en plâtre

• Coulée (Casting) : le noyau en plâtre est mis au centre d’une coquille de moulage puis de l’aluminium liquide y est coulée pour obtenir un négatif du noyau en plâtre
• Découpe des segments : destruction du noyau en plâtre, nettoyage de l’anneau coulé brut, découpe de l’anneau coulé en segments
• Optimisation des segments : nettoyage des segments coulés, contrôle de la qualité de l’espacement géométrique, optimisation des longueurs de segments
• Segments finaux : perçage des trous pour les évents et installation manuelle des évents
• Inspection : assemblage des segments du moule et inspection finale
Chaque procédé de fabrication a ses avantages et ses inconvénients (cf tableau ci-dessous).
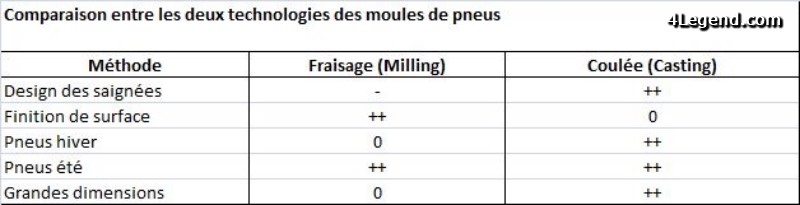
Dans le cas des pneus hiver, la méthode par coulée est la plus intéressante, même si la finition de surface est beaucoup moins précise qu’avec le fraisage.

La fabrication d’un moule par coulée présente le plus d’avantages mais c’est aussi le plus cher et le plus long à faire.

Pour les pneus cloutés, les moules possèdent de petites tiges permettant de réserver l’emplacement des clous qui seront fixés après la vulcanisation.
Je remercie le Dr. Volker Koblitz, Responsable de l’interface technique client chez Continental, pour toutes ces explications passionnantes et pour avoir pris du temps pour répondre à mes nombreuses questions techniques








Pingback: Continental TechnikForum 2015 – Pour mieux comprendre les technologies des pneus hiver | 4Legend.com – AudiPassion.com